
金属材料焊接主要有以下六种缺陷:
1、气孔(Blow Hole)
2、咬边(Undercut)
3、夹渣(Slag Inclusion)
4、未焊透(Incomplete Penetration)
5、裂纹(Crack)
6、变形(Distortion)

金属焊接问题
其它焊接缺陷也有,典型状态如下:
1、搭叠(Overlap)
2、焊道外观形状不良(Bad Appearance)
3、凹痕(Pit)
4、偏弧(Arc Blow)
5、烧穿
6、焊道不均匀
7、焊泪
8、火花飞溅过多
9、焊道成蛇行状
今天,“特钢100秒”主要聊聊未焊透问题的形成、危害及防止。
未焊透指母材金属未熔化,简单说就是溶深达不到要求,焊接条件不合理,焊缝金属没有进入接头根部的现象。
根据焊接件的焊接方式,“特钢100秒”把这些缺陷分为根部未焊透和中间未焊透。见下图:
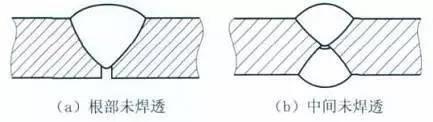
不同位置未焊透示意图
未焊透危害性大于气孔、夹渣和夹钨等缺陷,属于危害性较大的缺陷。以下两幅图为母材厚度8-15mm埋弧焊焊缝,气刨焊缝整体未焊透图。

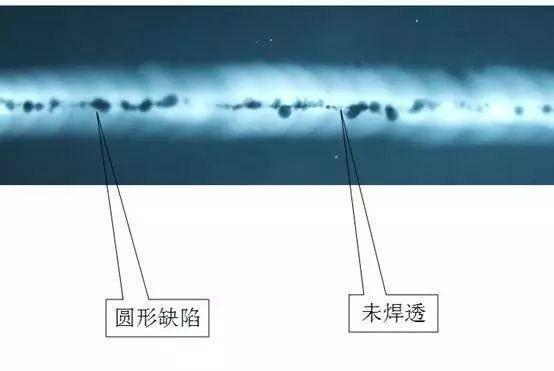
未焊透和圆形缺陷
上图所示,从图中可以很清楚的看到焊缝中心有许多圆形缺陷(圆形气孔),再仔细的可以看到有一条位于焊缝中心的黑直线将圆形缺陷串联起来,黑直线即为未焊透影像。

未焊透影像

未焊透影像
以上两幅图的缺陷位于焊缝中心,贯穿整条焊缝,轮廓清晰可辨,黑度均匀,是典型的未焊透缺陷。
产生未焊透的原因
焊接电流小,熔深浅。
坡口和间隙尺寸不合理,钝边太大。
磁偏吹影响。
焊条偏芯度太大。
层间及焊根清理不良。
未焊透的危害
未焊透的危害之一是减少了焊缝的有效面积,使接头强度下降。
其次,未焊透引起的应力集中所造成的危害,比强度下降的危害大的多。
未焊透严重降低焊缝的疲劳强度。
未焊透可能成为裂纹源,“特钢100秒”认为这是造成焊缝潜在破坏的重要原因。
未焊透的防止
使用较大电流来焊接是防止未焊透的基本方法。
另外,焊角焊缝时,用交流代替直流以防止磁偏吹,合理设计坡口并加强清理。
用短弧焊等措施也可有效防止未焊透的产生。
处理方法
针对此类焊接缺陷,“特钢100秒”认为问题已经产生,只能挖补重新焊接。
二次焊接时候严格执行焊接工艺及注意以上部分:关于未焊透的防止。


