
传统的阿胶炼胶生产线通过手工进行生产控制——对产品质量的稳定性、系统的安全性和生产效率的控制均有着不利的影响。本文通过讲述炼胶工艺和自动化技术的结合,提出了全过程数字化自控系统解决方案。
本文作者系江苏中有信科技有限公司总经理,中国药科大学教授。
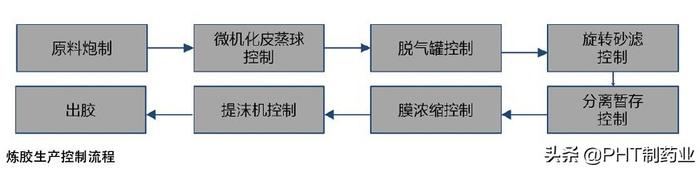
结合阿胶企业炼胶生产线的工艺控制需求,采用DCS集散式控制系统可实现从化皮、脱气、砂滤、分离、膜浓缩、提沫机等工艺生产过程的全过程数字化控制。
设计方案
微机化皮提取球自动控制
关键控制点:提取球的转速控制、提取球内压力监控、加水量计量、提取球内温度检测、排汁与排污及流量计量,加水泵与加水电动阀门连锁控制。
(1)通过控制旋转编码器,实现提取球的投料、排汁和排渣寻位控制。
(2)溶媒的计量和控制:根据工艺设定系统自动打开溶媒进阀,进行溶媒添加,并通过在线电磁流量计自动累积加水量,达到工艺设定值。
(3)提取球旋转及加热控制:通过提取球蒸汽调节阀、压力传感器及提取球温度变送器的PID控制,实现提取球的自动加热和温度控制。
(4)排汁和排污控制:提取过程结束后,系统自动检测提取球内温度及压力,满足工艺要求后,先打开缓冲阀后打开排汁阀或排污阀进行排汁、排污。排污、排汁流量计进行精确计量;排汁及排污阀门开关反馈信号。
(5)安全联锁控制:系统通过采集液压控制器位置信号,对提取球位置进行检测,防止误操作,保证系统生产及工艺安全;当操作员产生误操作时,系统默认该操作非法无效,如果操作员继续二次强制操作,界面报警提示。
(6)气动阀门的缓开缓关:对微机化皮系统的加水自控阀、缓冲自控阀、排汁自控阀及排污自控阀的进气系统进行控制,实现该气动阀门的缓开缓关功能。
(7)全自动及半自动控制:控制系统组态采用模块化设计,实现寻位、加水、加热、旋转、出料、排污、排汁及清洗排污的模块的自动控制,进而实现半自动化控制。
双联过滤器控制
通过双联过滤器的进液压力在线检测,实现其判堵功能,并结合对清洗阀(出料端)及排污阀(进料端)的控制和进出料阀门的控制。
胶汁暂存砂滤系统控制
通过对胶汁暂存砂滤控制系统通信控制,实现其数据读取,并实时显示控制画面。
碟片分离机过滤工段
(1)分离机暂存罐控制:通过对分离机暂存罐的自动进出液阀门及清洗排污阀门的自动控制及液位实时监测,实现自动进出液控制及液位的联动控制,并完成在线喷淋清洗和排污。
(2)碟片分离机:通过对碟片离心机的通讯控制,实现碟片离心机的数据读取,实时显示控制画面。
(3)膜浓缩暂存罐:通过对周转罐的自动进出液阀门及清洗排污阀门的自动控制,实现周转罐的液位检测和自动进出液控制,并完成在线喷淋清洗和排污。
(4)分离机密封水罐:通过对密封水罐的在线液位计、补水阀门联动控制,实现分离机密封水罐的液位检测和自动补水功能;通过对泵电动机控制及热元件信号反馈的采集,实现对进料泵的自动控制及泵的运行状态的监测。
膜浓缩器及提沫机工段控制
通过对膜浓缩器及提沫机的控制系统通信控制,实现其数据读取,并实时显示控制画面。
通过对膜浓缩暂存罐的自动进、出液阀门及清洗排污阀门的自动控制及液位实时监测,实现自动进出液控制及液位的联动控制,并完成在线喷淋清洗和排污,解决膜浓缩设备及提沫机的缓冲自动控制。
提沫间管道控制
通过对提沫间管道的进料阀、倒锅阀和出料阀的自动控制,实现进料阀、倒锅阀和出料阀从膜浓缩到浓缩罐工艺的所有管道阀门的自动开合。
热水回收罐控制
通过对热水回收罐及檫胶回水罐的自动进出液阀门及清洗排污阀门的自动控制及液位实时监测,实现自动进出液控制及液位的联动控制,并完成在线喷淋清洗和排污;实现热水及檫胶回水的自动回收及再利用自动控制。
实现效果
鉴于阿胶生产工艺的特性,原材料的炮制和炼胶之后的凝胶切胶工序目前基本以机械设备辅以人工操作方式完成,中间的相关工序从微机化皮提取球、脱气罐、旋转砂滤、分离暂存、膜浓缩到提沫机都可实现全流程的自动化控制。本方案解决了常规人工控制方式对温度、时间、加水量、浓缩效果等工序控制精度差、偏差大的缺陷,可在不改变阿胶生产工艺的前提下,通过DCS系统大幅提升阿胶产品质量、降低单位产品能耗,在阿胶生产行业具有极大的推广应用价值。


